Double Wall Fuel Tanks: Secure & Compliant Fuel Storage
The Imperative of Double Wall Fuel Tanks in Modern Infrastructure
In an era defined by stringent environmental regulations and an unyielding demand for operational safety, the strategic adoption of robust fuel storage solutions has become paramount for industries worldwide. Among these, the double wall fuel tank stands out as a critical innovation, offering an unparalleled level of containment security and leak detection capability. Unlike conventional single-wall tanks, these advanced systems incorporate an inner and outer wall, separated by an interstitial space, meticulously designed to prevent environmental contamination from fuel leaks. This dual-layer protection is not merely a feature but a fundamental design principle addressing the potential for catastrophic spills, which can incur immense financial penalties, environmental remediation costs, and severe reputational damage. The global market for underground fuel storage tanks, particularly double-wall variants, is experiencing substantial growth, driven by increasing energy consumption, infrastructure development, and a heightened focus on ecological preservation. Projections indicate a consistent upward trajectory, with regulatory bodies globally mandating higher safety standards for fuel storage, making solutions like the double-wall tank an essential investment rather than a mere option. Industries ranging from retail fueling stations and commercial fleets to power generation facilities and aviation hubs are increasingly recognizing the long-term benefits of these tanks in mitigating risk and ensuring compliance, thereby solidifying their position as the preferred choice for secure and sustainable fuel management infrastructure.

The evolving landscape of energy storage necessitates solutions that are not only durable but also highly adaptable to varying fuel types and operational pressures. Modern advancements in material science and manufacturing processes have significantly enhanced the performance characteristics of double wall fuel tanks, enabling them to withstand extreme environmental conditions, seismic activity, and corrosive substances over extended service lives. The integration of advanced monitoring systems within the interstitial space provides continuous leak detection, offering immediate alerts should any breach occur in either the primary or secondary containment, thus enabling rapid response and preventing environmental incidents. This proactive approach to risk management is particularly vital for applications involving volatile fuels such or those deployed in ecologically sensitive areas. Furthermore, the longevity and reduced maintenance requirements of high-quality double-wall tanks contribute significantly to a lower total cost of ownership (TCO) compared to traditional single-wall alternatives, despite a higher initial investment. This long-term economic advantage, coupled with the enhanced safety and compliance benefits, underscores why these tanks are becoming the industry standard. The trend towards integrating these tanks with smart infrastructure solutions, including remote monitoring and predictive maintenance algorithms, further optimizes their operational efficiency and reliability, reinforcing their role as a cornerstone of modern, responsible energy infrastructure.
The Manufacturing Process of Sf Double Wall Underground Fuel Tanks
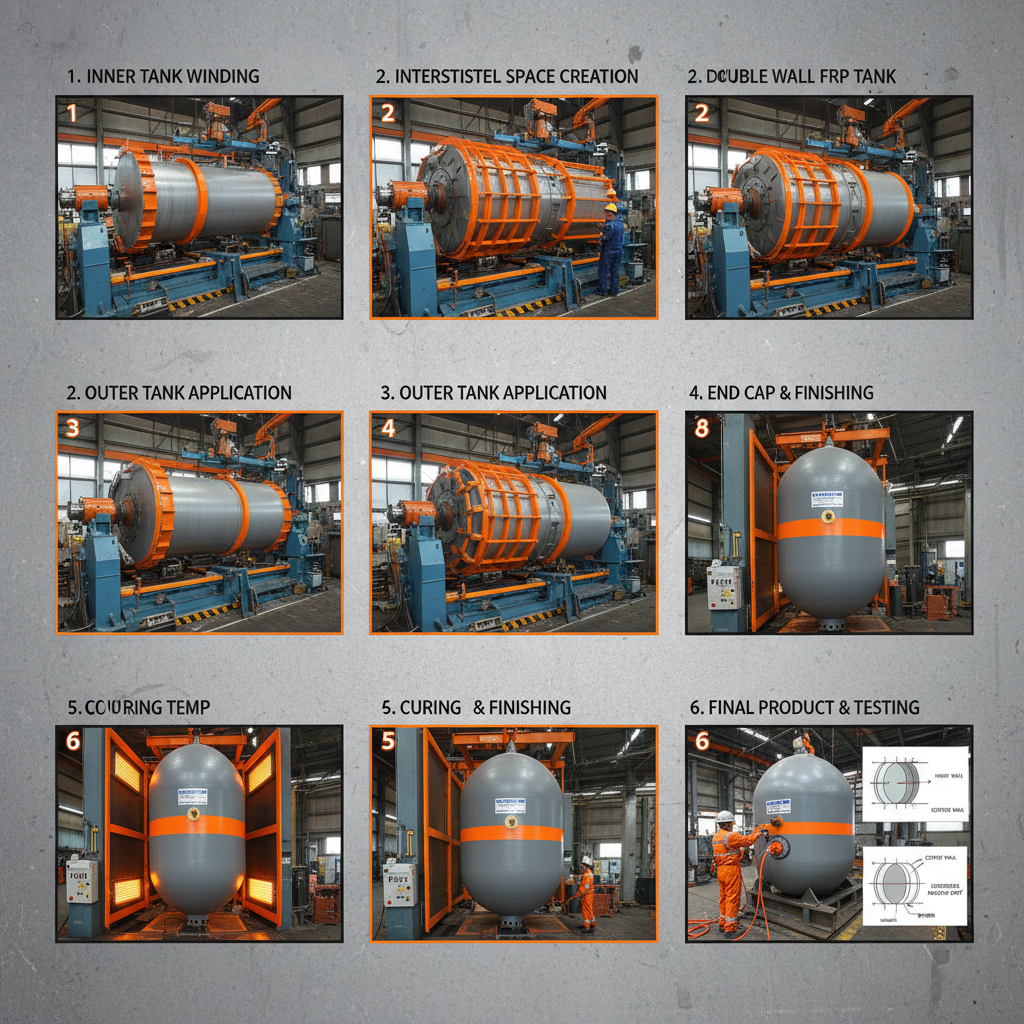
The production of an Sf Double Wall Underground Fuel Tank For Sale involves a sophisticated, multi-stage manufacturing process designed to ensure unparalleled structural integrity and long-term durability, crucial for their role as underground fuel storage tanks. This process typically begins with the selection of premium materials, central to which is the inner steel tank. High-grade carbon steel, often specified to standards like ASTM A516 Grade 70 or equivalent, is meticulously cut, rolled, and welded into the primary containment vessel. Welding processes, such as submerged arc welding (SAW) or gas metal arc welding (GMAW), are performed by certified welders, adhering to stringent codes like API 650 or UL 58, ensuring robust seam integrity. Following welding, the inner tank undergoes comprehensive non-destructive testing (NDT), including ultrasonic testing (UT), radiographic testing (RT), and magnetic particle inspection (MPI), to detect any microscopic flaws that could compromise containment. Surface preparation, involving abrasive blasting, is then carried out to achieve a profile suitable for superior coating adhesion. This meticulous preparation is foundational to the tank's resistance against internal corrosion from various fuels and external corrosion from the surrounding environment. The inner tank is then painted with a specialized epoxy coating, providing the first layer of corrosion protection.

The distinct feature of a double wall fuel tank lies in its secondary containment, which for an Sf tank often involves a Glass Reinforced Plastic (GRP) or Fiberglass Reinforced Plastic (FRP) outer shell. This outer shell is manufactured by filament winding or hand lay-up techniques, using high-strength fiberglass rovings saturated with specialized polyester or vinylester resins. These resins are chosen for their excellent chemical resistance, particularly to various types of hydrocarbons and the corrosive elements present in soil. The GRP layer is meticulously applied over the primary steel tank, creating a precise, concentric interstitial space between the two walls. This gap, typically 6-10 mm, is designed to allow for continuous monitoring and to contain any potential leak from the inner tank before it can reach the environment. Curing of the GRP layer is performed under controlled conditions to ensure optimal polymerization and mechanical strength. Post-curing, the entire assembly undergoes a rigorous series of hydrostatic pressure tests and vacuum tests for the interstitial space, confirming the integrity of both the primary and secondary containment layers. Adherence to international standards such as UL-1746 (for external corrosion protection systems for steel underground storage tanks), ISO 9001 quality management, and ANSI guidelines for pressure testing is paramount throughout the entire manufacturing cycle. The robust design and advanced manufacturing techniques employed ensure a minimum service life of 30-50 years, often exceeding that, providing a long-term, reliable solution for fuel storage across sectors like petrochemical, metallurgy, and water treatment, where environmental protection and safety are non-negotiable.

Key Technical Parameters & Specifications for Double Wall Fuel Tanks
Understanding the technical specifications of a double wall fuel tank is crucial for specifying the correct solution for any industrial application. These parameters dictate the tank's performance, safety, and compliance with regulatory requirements. Capacity, ranging from smaller units like a 100 gallon double wall fuel tank suitable for generator sets or light commercial use, to larger industrial-grade tanks such as a 500 gallon double wall fuel tank, or even capacities exceeding 50,000 gallons, is a primary consideration, directly correlating with fuel consumption demands. The material composition, typically a combination of steel for the primary containment and FRP/GRP for the secondary, impacts corrosion resistance, structural integrity, and longevity. Inner steel wall thickness, often 6-10mm, and outer FRP layer thickness, usually 4-8mm, are critical for structural strength and containment integrity. Design pressure and temperature ratings ensure the tank can safely handle internal fuel pressures and external environmental conditions, including hydrostatic forces when buried. Critical standards include UL 1746 (External Corrosion Protection Systems for Steel Underground Storage Tanks), UL 58 (Steel Underground Tanks for Flammable and Combustible Liquids), and API 650 (Welded Tanks for Oil Storage), which govern design, fabrication, inspection, and testing protocols. Adherence to these standards guarantees a product that meets rigorous safety and performance benchmarks. Furthermore, the tank's dimensions (diameter and length) are vital for site planning and installation, ensuring compatibility with available space and excavation requirements.

Typical Double Wall Fuel Tank Specifications
| Parameter | Details/Range | Significance |
|---|---|---|
| Capacity Range | 1,000 - 100,000 Liters (approx. 260 - 26,400 Gallons), including 100 gallon double wall fuel tank and 500 gallon double wall fuel tank variants. | Accommodates diverse operational needs, from small-scale backup power to large commercial fueling stations. |
| Inner Tank Material | High-grade Carbon Steel (e.g., Q235B, SA-516 Grade 70) | Provides robust primary containment and structural integrity for fuel. |
| Outer Tank Material | Fiberglass Reinforced Plastic (FRP/GRP) | Excellent corrosion resistance from soil and groundwater, strong secondary containment. |
| Wall Thickness (Steel) | 6 mm - 10 mm (or as per design codes) | Determines primary tank strength and durability against internal pressure and external loads. |
| Wall Thickness (FRP) | 4 mm - 8 mm (multi-layered construction) | Ensures robust secondary containment and external corrosion protection. |
| Interstitial Space | 6 mm - 10 mm (monitored via vacuum or liquid) | Provides continuous leak detection and prevents environmental release. |
| Design Standards | UL 1746, UL 58, API 650, EN 12285-1, ISO 9001 | Guarantees compliance with international safety, quality, and performance benchmarks. |
| Service Life | 30 - 50+ Years | Ensures long-term, reliable operation and reduced replacement costs. |
| Corrosion Protection | FRP outer layer, internal epoxy coating, optional cathodic protection | Minimizes degradation from internal fuel and external soil/water contact. |
Beyond these fundamental parameters, additional specifications such as access manways, nozzles for fill, vent, suction, and vapor recovery lines, as well as level gauging and overfill prevention systems, are integrated according to specific project requirements. These components are typically manufactured from compatible materials like stainless steel or coated carbon steel to maintain the overall integrity of the system. The internal coating of the steel tank is meticulously selected based on the type of fuel to be stored, ranging from gasoline and diesel to aviation fuels or chemicals, ensuring chemical compatibility and long-term internal protection. For underground fuel storage tanks, external cathodic protection might be integrated, though the inherent corrosion resistance of the FRP outer shell significantly reduces this need. Precision engineering and adherence to these detailed technical parameters are what differentiate a high-quality, long-lasting double wall fuel tank solution, providing ultimate peace of mind and environmental protection for critical infrastructure.
Unparalleled Technical Advantages of Double Wall Fuel Tanks
The technical superiority of a double wall fuel tank over single-wall alternatives is evident in several critical aspects, making it the preferred choice for modern underground fuel storage tanks. Firstly, the inherent dual containment design offers an unmatched level of environmental protection. Should the primary steel tank develop a leak due to material fatigue, internal corrosion, or external damage, the secondary FRP containment layer acts as a fail-safe, preventing fuel from escaping into the surrounding soil and groundwater. This significantly reduces the risk of environmental contamination, which can lead to extensive and costly remediation efforts, hefty fines, and severe legal repercussions. This proactive containment strategy directly translates into substantial cost savings for facility operators by avoiding potential clean-up liabilities and ensuring regulatory compliance. Furthermore, the interstitial space between the two walls allows for continuous, highly sensitive leak detection. Monitoring systems, which can range from simple liquid sensors to sophisticated vacuum or pressure-based systems, provide immediate alerts upon detecting any breach, enabling rapid intervention before a significant environmental incident occurs. This real-time monitoring capability is a fundamental advantage, offering peace of mind and enhancing operational safety.

Beyond environmental safety, the robust construction of a double wall fuel tank contributes to an extended service life and reduced maintenance requirements. The outer FRP layer provides exceptional resistance to external corrosion, which is a common failure mode for traditional steel underground fuel storage tanks. Unlike steel, FRP is impervious to aggressive soil conditions, electrolysis, and stray electrical currents, eliminating the need for complex and costly cathodic protection systems and their ongoing maintenance. This inherent corrosion resistance of the secondary containment ensures that the tank's exterior remains intact and protective over decades, significantly extending the operational lifespan, often exceeding 30-50 years, even in challenging underground environments. The structural integrity is also enhanced; the composite construction leverages the strength of steel with the durability of FRP, resulting in a highly resilient vessel capable of withstanding the stresses of burial and ground shifts. This long-term durability translates directly into lower lifecycle costs, as the frequency and expense of tank replacement or major repairs are drastically reduced. For businesses considering double wall fuel tanks for sale, these technical advantages represent a compelling value proposition, ensuring not only compliance and safety but also superior long-term economic performance through enhanced longevity and minimized maintenance overheads.

Diverse Application Scenarios & Case Studies
The versatility and robust safety features of the double wall fuel tank make it an indispensable asset across a broad spectrum of industries requiring secure underground fuel storage tanks. In the retail petroleum sector, from independent gas stations to large chain service centers, these tanks are the industry standard for storing gasoline, diesel, and alternative fuels, ensuring compliance with environmental regulations and protecting critical infrastructure from leaks. Commercial and industrial facilities, including manufacturing plants, logistics hubs, and data centers, rely on them for reliable backup power generation. A notable application involves the installation of a 500 gallon double wall fuel tank or even multiple units to supply standby generators, ensuring uninterrupted operations during power outages—a crucial requirement for mission-critical systems. Similarly, for agricultural enterprises, these tanks provide safe storage for farm machinery fuel, minimizing environmental impact on sensitive farmlands. The military and defense sectors also extensively utilize double-wall tanks for secure and compliant fuel storage at bases and operational sites, where environmental integrity and operational readiness are paramount. The ability to store a wide range of petroleum products, including biofuels, further extends their utility in a transitioning energy landscape, demonstrating their adaptability to evolving fuel demands.

Beyond these common applications, double wall fuel tanks are increasingly deployed in specialized scenarios where environmental risk is heightened or operational continuity is absolutely critical. For instance, in sensitive ecological areas such as coastal regions or near groundwater reserves, the enhanced containment of a double-wall system offers an invaluable layer of protection against contamination. Municipalities and public works departments utilize these tanks for fueling fleets of emergency vehicles, maintaining essential services without environmental compromise. A specific case study might involve a major urban transportation authority transitioning its bus fleet to cleaner fuels, necessitating new underground storage. By installing multiple Sf double wall fuel tanks for sale, the authority not only complied with stringent local environmental regulations but also enhanced operational safety for its fueling depots, ensuring uninterrupted service for its public transportation network. Another example could be a remote mining operation requiring a secure, large-capacity fuel supply. A customized double wall fuel tank solution, designed to withstand extreme temperatures and geological shifts, provides the necessary resilience and environmental safeguard in a challenging environment. These examples underscore the broad applicability and critical role that double-wall tanks play in diverse industrial and public sector operations, offering robust, compliant, and reliable fuel storage infrastructure solutions across various challenging and sensitive contexts.

Sf Double Wall Tanks vs. Industry Alternatives: A Comparative Analysis
When evaluating underground fuel storage tanks, a comparative analysis between Sf double wall fuel tanks and conventional alternatives highlights their distinct advantages. Traditional single-wall steel tanks, while historically prevalent, are increasingly being phased out due to their susceptibility to external corrosion and the lack of secondary containment. This makes them highly prone to environmental leaks, leading to substantial remediation costs and non-compliance penalties. In contrast, an Sf double wall fuel tank, specifically the Sf Double Wall Underground Fuel Tank For Sale model, incorporates an outer FRP layer that provides inherent, superior corrosion resistance, effectively isolating the primary steel tank from aggressive soil conditions, electrolysis, and groundwater, thus dramatically extending its lifespan and mitigating the primary failure mode of single-wall tanks. This design virtually eliminates the need for external cathodic protection, a costly and maintenance-intensive requirement for bare steel tanks. Furthermore, the interstitial monitoring capability of Sf tanks provides immediate leak detection, a critical safety feature completely absent in single-wall designs, allowing for proactive intervention before environmental damage occurs.

Comparative Overview: Double Wall Fuel Tank vs. Alternatives
| Feature | Sf Double Wall Tank (Steel & FRP) | Single Wall Steel Tank | Pure FRP Tank |
|---|---|---|---|
| Primary Containment | Steel | Steel | FRP |
| Secondary Containment | FRP outer shell with interstitial space | None (requires external vault or liner) | Integral (dual-layer FRP) |
| External Corrosion Protection | Inherent (FRP barrier) | Requires cathodic protection (active maintenance) | Inherent (FRP material) |
| Leak Detection | Continuous interstitial monitoring | Soil monitoring wells (passive, delayed) | Interstitial monitoring |
| Service Life | Excellent (30-50+ years) | Limited (20-30 years with cathodic protection) | Good (25-40 years) |
| Installation Complexity | Moderate | High (external liner/vault) | Moderate |
| Cost (Lifecycle) | Optimal (lower maintenance, longer life) | Higher (maintenance, potential remediation) | Competitive |
While pure FRP tanks also offer excellent corrosion resistance and integral secondary containment, the steel-FRP composite design of Sf double wall fuel tanks provides unique benefits, particularly in terms of structural robustness and ease of handling during installation. The steel inner tank offers superior impact resistance and structural rigidity, which can be advantageous in certain backfill scenarios or where heavy loads might be present above the tank. Furthermore, the tried-and-true engineering practices associated with steel vessel fabrication are seamlessly integrated with the advanced corrosion protection of FRP. This hybrid approach combines the best attributes of both materials, yielding a tank that is exceptionally strong, highly resistant to environmental degradation, and equipped with a reliable, continuous leak detection system. For discerning buyers looking for double wall fuel tanks for sale, the Sf model represents a balanced solution that prioritizes safety, environmental protection, and a low total cost of ownership over its extensive lifespan, making it a sound long-term investment compared to less robust alternatives.
Tailored Customization Solutions for Double Wall Fuel Tanks
Recognizing that every industrial application has unique requirements, manufacturers of high-quality double wall fuel tanks offer extensive customization options to ensure optimal fit and performance. This goes beyond standard capacities like a 100 gallon double wall fuel tank or a 500 gallon double wall fuel tank, extending to specific dimensions, nozzle configurations, and internal tank coatings tailored to the stored medium. For instance, if a client needs to store unconventional fuels, such as specific chemicals or biofuels with unique corrosive properties, the internal epoxy lining of the steel tank can be chemically engineered to provide superior resistance to that particular substance, ensuring long-term integrity and preventing material degradation. Similarly, for sites with limited excavation space or specific geological considerations, the tank's diameter and length can be adjusted to maximize storage volume within constraints, optimizing site utilization. Nozzle placements, sizes, and types (e.g., flanged, threaded, quick-connect) can be custom-designed to integrate seamlessly with existing piping systems, pumps, and dispensing equipment, minimizing installation complexity and cost.

Further customization for underground fuel storage tanks extends to integrating advanced monitoring and control systems directly into the tank's design. This includes pre-installed leak detection probes, automatic tank gauging (ATG) systems, overfill prevention devices, and cathodic protection systems (though less common for Sf tanks due to FRP exterior, can be added for specific needs). These integrations can enhance operational efficiency, provide real-time inventory management, and boost safety compliance. For projects requiring specific certifications beyond standard UL or API compliance, such as local fire codes or environmental agency approvals, manufacturers can adapt their production and testing protocols to meet these bespoke regulatory demands. The color and finishing of the tank's exterior can also be customized, though this is primarily for aesthetic or identification purposes, particularly for above-ground applications or in scenarios where the tank's top might be visible. The engineering team collaborates closely with clients from conceptual design through to fabrication and installation, ensuring that every Sf double wall fuel tank for sale is not merely a product but a perfectly optimized solution for the client’s precise operational and environmental requirements, reflecting a commitment to flexible and client-centric engineering. This bespoke approach ensures maximum efficiency and safety for the end-user.

Frequently Asked Questions (FAQ) & Trustworthiness
Addressing common inquiries about double wall fuel tanks helps build trust and clarify technical specifications for potential clients. A frequently asked question concerns the actual longevity and integrity of these underground fuel storage tanks. While single-wall tanks may degrade significantly within 15-20 years, an Sf double wall fuel tank, thanks to its robust steel-FRP composite construction and superior corrosion resistance, typically boasts a service life of 30-50 years or even more, as verified by rigorous long-term testing and field performance data. This extended lifespan translates into significant cost savings by deferring costly replacements and minimizing operational disruptions over decades. Another common question revolves around leak detection. Unlike passive methods used for single-wall tanks, the interstitial space of a double-wall tank is continuously monitored using advanced vacuum or liquid-based systems. These systems provide immediate, active notification of any breach in either the primary or secondary containment, far exceeding the detection capabilities of older methods which often only detect leaks after fuel has already entered the environment, thus proving its trustworthiness.

Clients often inquire about the types of fuel that can be stored. Sf double wall fuel tanks for sale are designed to safely store a wide range of petroleum products, including gasoline, diesel, aviation fuel, and various biofuels, thanks to specialized internal coatings and material compatibility assessments during manufacturing. Furthermore, compliance with regulatory standards is a crucial factor. Our tanks consistently meet or exceed international standards such as UL 1746, UL 58, API 650, and ISO 9001, providing verifiable assurance of quality, safety, and environmental protection. For specific capacities like a 100 gallon double wall fuel tank or a 500 gallon double wall fuel tank, detailed specification sheets outlining material certifications and test results are readily available, further enhancing transparency and trust. The company also offers comprehensive after-sales support, including technical assistance, maintenance guidelines, and spare parts availability, ensuring seamless operation and extended product utility. This commitment to transparency, adherence to high standards, and unwavering customer support solidifies the reputation of Sf Double Wall Underground Fuel Tanks as a highly reliable and trustworthy investment for critical fuel storage infrastructure.
Commitment to Quality: Delivery & Warranty
Our unwavering commitment to quality extends beyond the meticulous manufacturing of Sf double wall fuel tanks to encompass reliable delivery logistics and comprehensive warranty provisions. Understanding the critical nature of infrastructure projects, we prioritize efficient and timely delivery. Standard delivery cycles for common capacities, such as a 100 gallon double wall fuel tank or a 500 gallon double wall fuel tank, are typically within 4-6 weeks from order confirmation, depending on customization requirements and current production schedules. For larger, highly customized underground fuel storage tanks, detailed project timelines are collaboratively established, factoring in design, fabrication, testing, and transportation logistics to ensure minimal disruption to client project schedules. Each tank undergoes a final, rigorous quality assurance inspection before dispatch, including documentation verification and a visual check, ensuring it arrives at the site in perfect condition and ready for installation. Our logistics team specializes in handling oversized and sensitive equipment, coordinating with specialized transport providers to ensure safe and efficient delivery to diverse geographic locations, thereby demonstrating our full commitment to delivering premium double wall fuel tanks for sale to our global clientele.
To further instill confidence in our products and showcase our dedication to long-term performance, every Sf double wall fuel tank comes with a robust warranty. Our standard warranty for the structural integrity and corrosion resistance of the tank typically extends for 30 years from the date of manufacture, covering defects in materials and workmanship. This extensive warranty period underscores the confidence we have in our manufacturing processes and the durability of our steel-FRP composite design. Specific components, such as integrated leak detection systems and ancillary equipment, may carry their own manufacturer's warranties, which are fully passed on to the customer. Detailed warranty certificates are provided with each tank, outlining the terms and conditions clearly. In the unlikely event of a warranty claim, our dedicated customer support team is poised to respond promptly, initiating a thorough investigation and facilitating necessary repairs or replacements with minimal downtime for the client. This comprehensive warranty, coupled with our proven track record in manufacturing and delivering high-performance double wall fuel tanks, provides clients with the assurance of a secure and reliable long-term investment, emphasizing both product excellence and exceptional post-sales support.
References
- Underwriters Laboratories Inc. (UL) Standards for Safety: UL 58, Steel Underground Tanks for Flammable and Combustible Liquids.
- Underwriters Laboratories Inc. (UL) Standards for Safety: UL 1746, External Corrosion Protection Systems for Steel Underground Storage Tanks.
- American Petroleum Institute (API) Standard 650: Welded Tanks for Oil Storage.
- International Organization for Standardization (ISO) 9001: Quality Management Systems – Requirements.
- Environmental Protection Agency (EPA) Underground Storage Tank (UST) Regulations and Technical Standards.