Secure Double Wall Fuel Tanks for Sale | Reliable Storage
In today's rapidly evolving industrial landscape, the secure and efficient storage of fuels is not merely a logistical requirement but a critical pillar of environmental stewardship and operational safety. As global energy demands continue to surge, so does the necessity for advanced storage solutions. Among these, the double wall fuel tank stands out as an indispensable technology, offering unparalleled protection against leaks, contamination, and regulatory non-compliance. This comprehensive guide delves into the nuances of these vital storage units, exploring their technological advancements, practical applications, and the rigorous standards that govern their deployment.

Navigating Industry Trends and Regulatory Landscapes for Underground Fuel Storage Tanks
The global fuel storage industry is undergoing a significant transformation, driven by heightened environmental awareness, stricter governmental regulations, and technological innovations. Historically, single-wall tanks posed considerable risks of leakage, leading to soil and groundwater contamination. This led to a paradigm shift towards enhanced containment solutions. The United States Environmental Protection Agency (EPA) mandates stringent requirements for underground storage tanks (USTs), particularly through regulations like 40 CFR Part 280, which emphasizes leak detection, spill prevention, and corrosion protection. Similar rigorous standards are adopted internationally, reflecting a universal commitment to environmental safeguarding.
Industry trends indicate a strong move towards sustainable and resilient infrastructure. This includes not only the adoption of double wall fuel tanks but also the integration of smart monitoring systems, remote leak detection, and advanced corrosion prevention technologies. The market for double wall fuel tanks for sale is projected to grow steadily, fueled by the replacement of aging single-wall tanks and the expansion of new infrastructure projects that prioritize safety and environmental compliance from the outset.
The Critical Role of Double Wall Fuel Tanks in Environmental Protection
The primary advantage of a double wall fuel tank lies in its enhanced containment capabilities. The design incorporates an inner tank and an outer tank, with an interstitial space between them. This space acts as a secondary containment barrier. In the event of a breach in the primary tank, the fuel is contained within this interstitial space, preventing it from escaping into the environment. This innovative design significantly mitigates the risk of catastrophic spills, protecting precious natural resources like groundwater and soil, and averting costly clean-up operations.

Technical Deep Dive: Understanding Double Wall Fuel Tank Design and Parameters
The effectiveness of a double wall fuel tank, particularly the Sf Double Wall Underground Fuel Tank For Sale (Product URL: https://www.frpgrpmachine.com/sf-double-wall-underground-fuel-tank-for-sale.html), lies in its meticulous design and material science. The "Sf" designation typically refers to a steel inner tank and a Fiber Reinforced Plastic (FRP) outer tank, a hybrid construction that leverages the strengths of both materials.
Material Science and Construction: The SF Tank Advantage
- Inner Tank (Steel): The primary containment vessel is constructed from high-grade carbon steel, often meeting standards like ASTM A36 or A283C, ensuring robust structural integrity and resistance to the stored fuel. Steel offers excellent strength, ductility, and weldability, crucial for forming a leak-proof primary barrier.
- Outer Tank (FRP): The secondary containment is made from Fiber Reinforced Plastic (FRP), typically composed of a polyester resin matrix reinforced with fiberglass. FRP provides superior corrosion resistance to the external environment, including acidic soil conditions, moisture, and stray electrical currents, which are common causes of steel tank degradation. This material choice significantly extends the tank's service life beyond that of bare steel tanks.
- Interstitial Space: A precise gap is maintained between the inner steel tank and the outer FRP tank. This space is crucial for two reasons: it acts as the secondary containment zone and facilitates continuous leak monitoring. Sensors placed within this space can detect even minute leaks from the primary tank, triggering alarms and allowing for prompt intervention.

Key Technical Specifications of Double Wall Fuel Tanks
When considering double wall fuel tanks for sale, understanding the technical parameters is paramount. These specifications dictate the tank's suitability for specific applications and its long-term performance.
| Parameter | Description | Typical Range/Specification |
|---|---|---|
| Capacity | Volume of fuel the tank can store. Ranges widely based on application needs. | 100 Gallons to 50,000+ Gallons (e.g., 100 gallon double wall fuel tank, 500 gallon double wall fuel tank) |
| Material | Construction materials for inner and outer walls. | SF (Steel/FRP), FF (FRP/FRP), SS (Steel/Steel) |
| Design Pressure | Internal pressure rating. | Atmospheric to 15 PSI (typically atmospheric for fuel storage) |
| Operating Temperature | Temperature range for safe operation. | -20°C to +50°C (or specific to fuel type) |
| Corrosion Protection | Measures taken to prevent degradation. | FRP layer, Epoxy coatings, Cathodic protection (for steel-only tanks) |
| Leak Detection System | Method to monitor interstitial space. | Wet interstitial monitoring, Dry interstitial monitoring, Vacuum monitoring |
| Service Life | Expected operational lifespan. | 30+ years, often guaranteed for 25-30 years by manufacturers |
| Standards Compliance | Industry and regulatory certifications. | UL 1746, UL 58, API 650, EN 12285-1, ISO 9001 (manufacturing) |

Safety Features and Leak Detection
Modern double wall fuel tanks are equipped with advanced leak detection systems that continuously monitor the integrity of both the primary and secondary containment. These systems can include:
- Liquid-level sensors: Detect presence of fuel or water in the interstitial space.
- Vapor sensors: Detect hydrocarbon vapors in the interstitial space.
- Vacuum monitoring: Maintains a vacuum in the interstitial space; a loss of vacuum indicates a breach.
- Pressure monitoring: Maintains a positive pressure; a drop indicates a breach.
Applications and Advantages: Where Double Wall Fuel Tanks Shine
The versatility and inherent safety of double wall fuel tanks make them suitable for a wide array of applications across diverse industries. Their robust design ensures reliable performance even in challenging environments.
Typical Application Scenarios:
- Petrochemical Industry: For the storage of gasoline, diesel, aviation fuel, and various chemicals at refineries, distribution terminals, and service stations.
- Industrial Facilities: Manufacturing plants, power generation facilities (including emergency generators), and heavy machinery depots for on-site fuel supply.
- Commercial Establishments: Retail fueling stations, fleet depots, car dealerships, and hospitals requiring backup power.
- Government and Municipalities: For fueling public transportation, emergency services (fire, police), and maintaining critical infrastructure.
- Agriculture: On-farm fuel storage for machinery and irrigation systems.
- Ports and Marinas: Fueling stations for marine vessels.

Technical Advantages and Benefits:
- Enhanced Environmental Protection: The primary benefit is the nearly absolute prevention of environmental contamination through secondary containment. This directly reduces cleanup costs, fines, and reputational damage.
- Extended Service Life: The corrosion-resistant FRP outer layer significantly extends the tank's lifespan, often exceeding 30 years, far surpassing that of unprotected steel tanks. This longevity translates into lower long-term replacement and maintenance costs.
- Superior Corrosion Resistance: The FRP outer tank offers excellent resistance to external corrosive elements, including moisture, soil chemicals, and stray electrical currents, eliminating the need for cathodic protection systems which are required for bare steel tanks. This simplifies installation and reduces maintenance.
- Cost-Effectiveness (Long-term): While the initial investment might be higher than single-wall tanks, the reduced risk of leaks, lower maintenance requirements, and extended lifespan result in significant cost savings over the tank's operational life.
- Regulatory Compliance: Double wall fuel tanks meet or exceed most stringent environmental regulations worldwide, including those from the EPA, allowing for seamless permitting and operation.
- Improved Safety: Continuous interstitial monitoring provides early detection of leaks, preventing accumulation of explosive vapors and ensuring operational safety.
Manufacturing Excellence: The Process Behind a Superior Double Wall Fuel Tank
The manufacturing of a high-quality double wall fuel tank, like the Sf Double Wall Underground Fuel Tank For Sale, is a complex process that demands precision, advanced machinery, and adherence to rigorous quality control standards. It involves multiple stages, from material selection to final inspection.
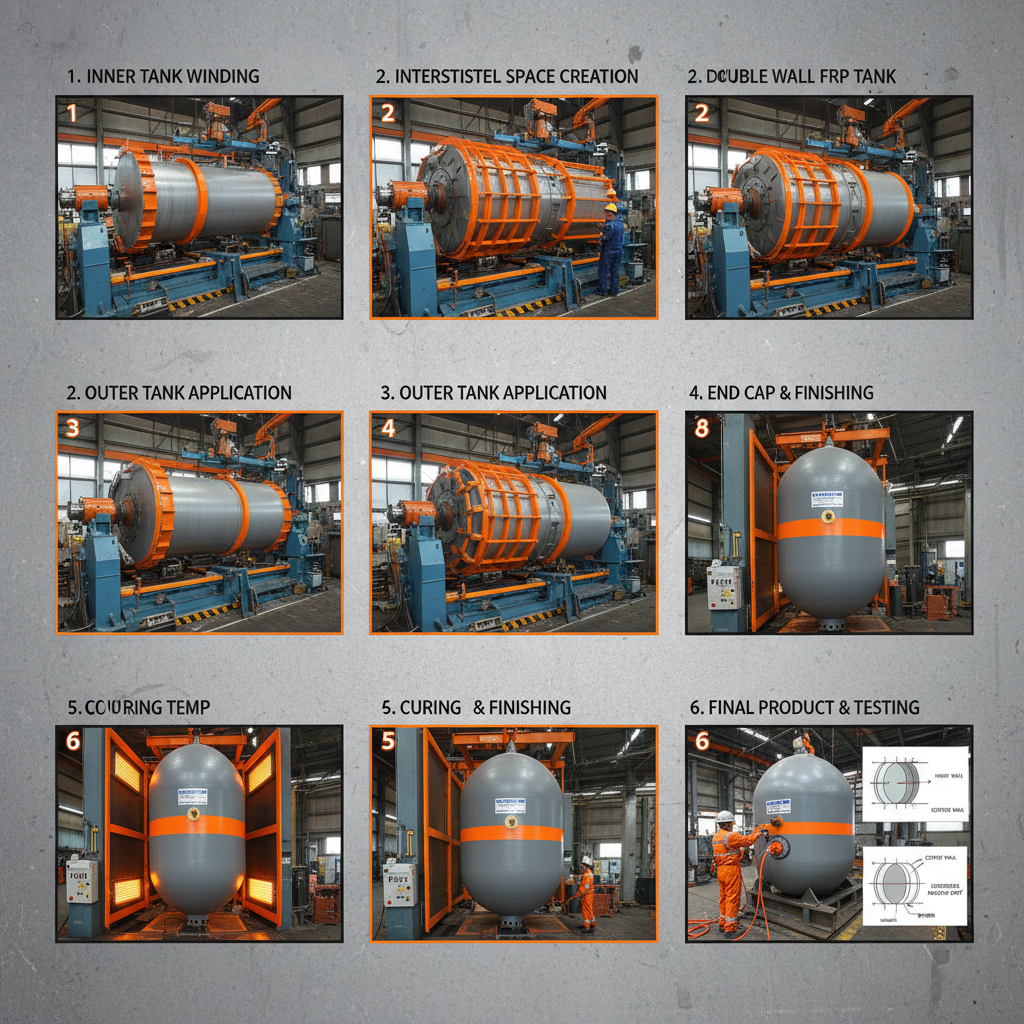
Detailed Manufacturing Process Flow for Sf Double Wall Fuel Tanks:
While a detailed diagram or video would best illustrate this, the process can be broken down as follows:
Step 1: Steel Inner Tank Fabrication (Casting & Welding)

- Material Preparation: High-quality steel sheets (e.g., Q235B, Q345R for pressure vessels, according to GB/T 713 standards) are cut to precise dimensions using CNC plasma or laser cutting machines.
- Rolling: The steel plates are then rolled into cylindrical shells using specialized rolling machines, forming the main body of the inner tank.
- Welding: The rolled shells are welded longitudinally and circumferentially using automated submerged arc welding (SAW) or gas metal arc welding (GMAW) processes. End caps (domed or flanged) are then welded to the cylindrical body. This requires highly skilled welders and precise calibration to ensure strong, leak-proof seams.
- Non-Destructive Testing (NDT): Welds undergo rigorous inspection, including X-ray radiography or ultrasonic testing, to detect any internal flaws or porosity. This ensures the integrity of the primary containment.
- Hydrostatic Testing: The completed steel inner tank is filled with water and pressurized to a specified test pressure (e.g., 1.5 times the design pressure) to confirm its structural integrity and leak-proof nature.
Step 2: Surface Preparation & FRP Application (Composite Manufacturing)

- Surface Blasting & Cleaning: The outer surface of the steel inner tank is sandblasted to create a roughened profile (e.g., SA2.5 standard) and thoroughly cleaned to remove rust, scale, and contaminants. This crucial step ensures optimal adhesion for the FRP layer.
- Spacer Installation: Non-corrosive spacers are strategically placed around the inner tank to maintain a uniform interstitial space (e.g., 70-100mm) once the outer FRP shell is applied.
- FRP Winding/Spraying: The FRP outer tank is formed directly onto the prepped steel inner tank using either filament winding or spray-up techniques. In filament winding, fiberglass rovings impregnated with resin are wound helically around the inner tank. In spray-up, chopped fiberglass and resin are sprayed simultaneously. Multiple layers are applied to achieve the required thickness and strength. This process is often automated to ensure consistency.
- Curing: The FRP layers are allowed to cure, often under controlled temperature and humidity, to achieve full mechanical properties and chemical resistance.
Step 3: Final Assembly, Outfitting & Testing

- Interstitial Space Testing: The interstitial space is tested for integrity, often by applying a vacuum or pressure to ensure it is sealed and capable of containing any primary tank leakage. This step is critical for a double wall fuel tank.
- Fittings and Accessories Installation: Manways, nozzles, lifting lugs, and other necessary fittings are installed and sealed.
- External Coating/Finishing: An external protective coating may be applied for additional durability or aesthetic purposes, especially for above-ground tanks. For underground tanks, the FRP layer itself serves as the primary external protection.
- Final Quality Inspection: A comprehensive final inspection covers all aspects, including dimensions, weld quality, FRP integrity, coating adherence, and functionality of all components.
- Labeling & Certification: The tank is labeled with all required information (capacity, serial number, certifications like UL, ISO, etc.) before shipment.
Quality Control and Certifications
Adherence to international standards is a hallmark of reputable double wall fuel tank manufacturers. For instance, tanks are often certified to UL 1746 (Standard for External Corrosion Protection Systems for Steel Underground Storage Tanks) and UL 58 (Standard for Steel Underground Tanks for Flammable and Combustible Liquids) in North America. ISO 9001 certification (Quality Management Systems) ensures that the manufacturing process itself meets globally recognized quality benchmarks. These certifications are not merely labels; they represent a commitment to safety, durability, and performance that directly benefits the end-user.
The typical service life of an Sf Double Wall Fuel Tank is designed to be 30 years or more, largely due to the robust corrosion resistance of the FRP outer layer, protecting the steel inner tank from external degradation. This extended lifespan translates to significant long-term value and reduced total cost of ownership.
Choosing Your Supplier: Factors for Double Wall Fuel Tanks for Sale
When seeking double wall fuel tanks for sale, selecting the right manufacturer or supplier is as crucial as the product itself. A reliable supplier ensures not only a high-quality product but also comprehensive support throughout the tank's lifecycle.
Key Factors to Consider:
- Reputation and Experience: Look for manufacturers with a proven track record and decades of experience in the fuel storage industry. Experience often translates to superior engineering, manufacturing processes, and problem-solving capabilities.
- Certifications and Compliance: Verify that the manufacturer and their products hold relevant industry certifications (e.g., UL, ISO, national environmental agencies). This confirms adherence to safety and quality standards.
- Product Range and Customization: A good supplier should offer a wide range of capacities (from 100 gallon double wall fuel tank to large industrial sizes) and the ability to provide customized solutions to meet specific project requirements.
- After-Sales Support and Warranty: Inquire about warranty periods, technical support, spare parts availability, and maintenance services. A strong warranty (e.g., 25-30 years) is a testament to the product's quality.
- Delivery and Logistics: Assess their capability to deliver tanks efficiently and safely to your location.

Generic Supplier Comparison (Illustrative)
| Feature | Leading Manufacturer (e.g., Our Company) | Competitor A | Competitor B |
|---|---|---|---|
| Experience | 20+ Years | 10-15 Years | 5-10 Years |
| Product Range | 100 - 50,000 Gallons+ (Custom) | 500 - 20,000 Gallons (Standard) | 1,000 - 10,000 Gallons (Limited) |
| Certifications | UL 1746, UL 58, ISO 9001, CE | UL 58, ISO 9001 | Basic ISO 9001 |
| Warranty (Tank) | 25-30 Years | 20 Years | 10-15 Years |
| Customization | High (Dimensions, Fittings, Monitoring) | Moderate (Limited Options) | Low (Standard Products Only) |
| After-Sales Support | Comprehensive, Global Network | Regional, Standard Support | Basic, Limited Coverage |
| Typical Delivery Time | 4-8 Weeks (Standard) | 6-10 Weeks | 8-12 Weeks |
Customization Solutions: Tailoring Your Double Wall Fuel Tank
Every project has unique requirements. Reputable manufacturers of double wall fuel tanks offer extensive customization options to ensure the tank perfectly fits the application. This includes:
- Capacity Variations: From small 100 gallon double wall fuel tank for personal or small commercial use to massive 500 gallon double wall fuel tank or tens of thousands of gallons for industrial needs.
- Dimensions: Adjustments to length and diameter to accommodate site-specific constraints (e.g., narrow excavation spaces).
- Nozzle and Manway Configurations: Custom placement and sizing of fill ports, dispensing lines, vent lines, and access manways to integrate with existing piping or specific operational workflows.
- Internal Compartments: For storing multiple types of fuel or chemicals within a single tank structure.
- Accessories and Monitoring Systems: Integration of specific leak detection systems, overfill prevention devices, submersible pumps, and level gauges tailored to client preferences or regulatory requirements.
- Special Coatings: Internal coatings for specific chemicals or external coatings for harsh environmental conditions, if required beyond the standard FRP.

Real-World Applications & Success Stories (Experience)
The efficacy of double wall fuel tanks is best demonstrated through their successful deployment in diverse, critical infrastructure projects globally. While specific client names cannot be disclosed for confidentiality, the following generic examples illustrate their tangible benefits:
Case Study 1: Major Urban Service Station Upgrade
A leading petroleum retailer undertaking a nationwide upgrade of its service stations opted exclusively for Sf Double Wall Underground Fuel Tanks. Facing stringent local environmental regulations in densely populated areas, the enhanced leak prevention and monitoring capabilities of these tanks were paramount. The seamless integration of their advanced leak detection systems ensured continuous compliance and minimized operational risks, allowing the stations to operate with maximum environmental confidence. The long warranty period also provided significant peace of mind regarding future maintenance costs.
Case Study 2: Remote Industrial Facility Power Generation
A remote mining operation required robust, reliable fuel storage for its critical backup power generators, situated in an environmentally sensitive area. Given the challenging ground conditions and the need for zero environmental impact, double wall fuel tanks with advanced corrosion protection were chosen. The tanks have performed flawlessly for over a decade, with their integrated monitoring systems providing consistent data on integrity, preventing any potential contamination, even under extreme weather conditions. This ensured uninterrupted power supply and environmental compliance in a vulnerable ecosystem.

Case Study 3: Municipal Fleet Fueling Depot
A large municipal government replaced its aging single-wall tanks with multiple 500 gallon double wall fuel tank and larger units to fuel its bus and sanitation vehicle fleets. The decision was driven by an internal directive to enhance environmental safety and reduce long-term liability. The superior corrosion resistance of the FRP outer shell was a key factor in mitigating concerns about soil-related degradation. The project was completed ahead of schedule, and the integrated remote monitoring system has streamlined fuel management and compliance reporting, freeing up city resources.
Ensuring Trust: Certifications, Warranties, and Customer Support (Trustworthiness)
A reputable manufacturer goes beyond simply providing a product; they offer a complete package of assurance, transparency, and support. This commitment to trustworthiness is vital when investing in critical infrastructure like underground fuel storage tanks.
- Industry Certifications and Authority: As highlighted, certifications from bodies like UL (Underwriters Laboratories) for safety standards (e.g., UL 1746 for external corrosion protection, UL 58 for steel tanks) and ISO 9001 for quality management are non-negotiable. These third-party validations signify that the product meets stringent performance and safety criteria. Companies with decades of specialized experience in this niche, like us, leverage their deep understanding of regulatory nuances and engineering excellence to produce consistently reliable products. Our tanks are engineered to comply with the relevant local and international environmental protection agencies (EPAs) and fire safety codes (e.g., NFPA 30).
- Transparent Deliverables and Lead Times: Clear communication regarding manufacturing lead times (typically 4-8 weeks for standard tanks, potentially longer for highly customized units) and delivery schedules is part of a transparent process. We provide detailed project timelines from order confirmation to final delivery.
- Comprehensive Warranty Promises: A robust warranty is a strong indicator of manufacturer confidence in their product. For our Sf Double Wall Fuel Tanks, a typical warranty period of 25 to 30 years for structural integrity and corrosion protection is offered, reflecting our commitment to long-term performance and customer satisfaction. This far exceeds the lifespan of conventional tanks.
- Dedicated Customer Support: Post-purchase support is crucial. This includes technical assistance for installation and commissioning, troubleshooting, maintenance guidance, and prompt access to spare parts. Our team of experts is available to provide guidance and support throughout the tank's operational life.

Frequently Asked Questions (FAQ) about Double Wall Fuel Tanks
Q1: What defines a double wall fuel tank, and why is it superior to a single-wall tank?
A1: A double wall fuel tank features an inner primary containment vessel and an outer secondary containment vessel, with an interstitial space in between. This design provides redundant protection against leaks. If the inner tank fails, the outer tank contains the fuel, preventing environmental contamination. Single-wall tanks lack this secondary containment, making them more susceptible to spills and environmental damage in case of a breach.
Q2: What is an "SF" double wall fuel tank, and what are its material advantages?
A2: An "SF" double wall fuel tank refers to a tank with a Steel inner wall and a Fiber Reinforced Plastic (FRP) outer wall. The steel provides structural strength for fuel containment, while the FRP outer wall offers excellent resistance to external corrosion from soil, moisture, and chemicals, significantly extending the tank's lifespan and reducing the need for cathodic protection compared to steel-only tanks.
Q3: How are leaks detected in a double wall fuel tank?
A3: Leaks are detected by monitoring the interstitial space between the inner and outer walls. This can be done using various methods:
- Liquid sensors: Detect fuel or water accumulation.
- Vapor sensors: Detect hydrocarbon fumes.
- Vacuum or pressure monitoring: A consistent vacuum or positive pressure is maintained; a deviation indicates a breach in either wall. These systems provide continuous, real-time alerts.
Q4: What certifications should I look for when purchasing underground fuel storage tanks?
A4: Key certifications include UL (Underwriters Laboratories) standards such as UL 58 for steel tanks and UL 1746 for tanks with external corrosion protection (like SF tanks). ISO 9001 certification for the manufacturing process indicates a commitment to quality management. Compliance with local environmental regulations (e.g., EPA in the US) and fire codes (e.g., NFPA 30) is also essential.
Q5: What is the typical service life of an SF double wall fuel tank?
A5: Due to the inherent corrosion resistance of the FRP outer layer and robust steel inner tank construction, an SF double wall fuel tank typically has a designed service life of 30 years or more. Many manufacturers offer warranties ranging from 25 to 30 years, reflecting this extended durability.
Q6: Can a double wall fuel tank be customized for specific capacities or dimensions?
A6: Yes, reputable manufacturers offer significant customization. This includes a wide range of capacities (from 100 gallon double wall fuel tank and 500 gallon double wall fuel tank up to many thousands of gallons), custom dimensions to fit specific site constraints, and tailored nozzle/manway configurations. Advanced monitoring systems and internal compartments for multi-product storage can also be integrated.
Q7: What is cathodic protection, and is it needed for SF double wall fuel tanks?
A7: Cathodic protection is a technique used to control the corrosion of a metal surface by making it the cathode of an electrochemical cell. It is crucial for bare steel underground tanks. However, for SF double wall fuel tanks, the FRP outer jacket provides inherent electrical isolation and corrosion resistance from the surrounding soil. Therefore, external cathodic protection is typically not required for the FRP layer itself, simplifying installation and reducing ongoing maintenance, though the internal steel tank might still benefit from internal coatings depending on the stored medium.
Conclusion: The Future of Secure Fuel Storage
The global energy landscape is dynamic, but the fundamental need for secure, reliable, and environmentally responsible fuel storage remains constant. The double wall fuel tank, especially the advanced Sf Double Wall Underground Fuel Tank, represents the pinnacle of modern storage technology. Its dual containment, robust material science, and integrated leak detection systems provide an unparalleled level of safety and environmental protection. As industries worldwide continue to prioritize sustainability and compliance, investing in these advanced underground fuel storage tanks is not just a regulatory obligation but a strategic decision for long-term operational resilience and corporate responsibility. Choosing a reputable manufacturer with a commitment to quality, backed by rigorous certifications and comprehensive customer support, ensures that your investment in a double wall fuel tank is one that will yield decades of reliable, safe, and environmentally sound performance.
References and Further Reading:
- U.S. Environmental Protection Agency. "Underground Storage Tanks (USTs) Laws and Regulations." https://www.epa.gov/ust/underground-storage-tanks-usts-laws-and-regulations
- UL Standards. "UL 1746: Standard for External Corrosion Protection Systems for Steel Underground Storage Tanks." (Specific link not publicly available, but refers to the standard itself)
- API (American Petroleum Institute). "API Standard 650: Welded Tanks for Oil Storage." https://www.api.org/products-and-services/individual-certification-programs/certifications/api650
- ISO. "ISO 9001: Quality management systems – Requirements." https://www.iso.org/iso-9001-quality-management.html
- National Fire Protection Association. "NFPA 30: Flammable and Combustible Liquids Code." https://www.nfpa.org/codes-and-standards/all-codes-and-standards/list-of-codes-and-standards/detail?code=30