FRP Rebar Machine: High Output, Low Cost—Why Choose Ours?
FRP Rebar Making Machine: field notes, specs, and what buyers quietly ask
I first saw an frp rebar machine running a night shift in Hengshui—steam curling off the curing oven, resin smell faint but familiar. The line was tidy, fast, surprisingly quiet. The team? From No. Room 211,706 Xinghua North Street, Jizhou District, Hengshui City, Hebei Province. Not fancy; efficient. And that’s what this market is hungry for.

Why FRP rebar lines are surging
Corrosion eats steel budgets alive. FRP bars solve chloride and carbonation issues in bridges, coastal decks, desal plants, and tunnels. In fact, design codes have matured; engineers now trust composites for long-life infrastructure. Many customers say their tipping point was not just durability—it was predictable lifecycle costs and lighter logistics.

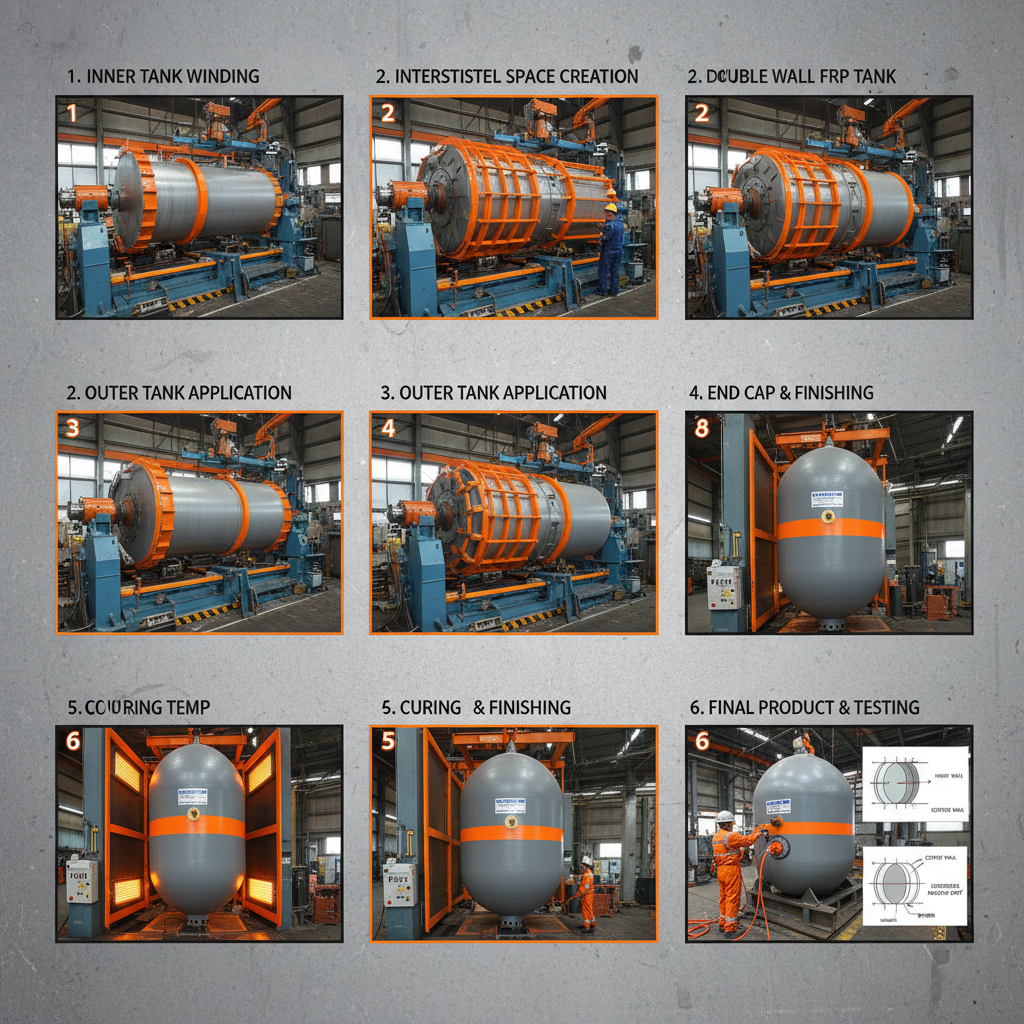
Process flow (what happens on the line)
A modern frp rebar machine runs a closed-loop production: creel → tensioning → resin impregnation → pre-forming and surface rib/helix forming → heated curing oven → dual caterpillar haul-off → sanding/sand-coating → fixed-length flying cut → collection.
- Materials: E-glass (or basalt/carbon blends), vinyl ester/epoxy/polyester resins, silica sand for bond.
- Methods: pultrusion + in-line winding/spiral ribbing; multi-zone curing (≈120–180°C).
- Testing: tensile per ASTM D7205, bar specification per ASTM D7957 or ISO 10406-1; bond tests per code annexes.
- Service life: commonly modeled 75–100+ years in chloride environments, design-dependent.
- Industries: bridges, marine, metro, precast plants, chemical plants, data centers (EMI-safe), and cold regions.

Product specifications (typical configuration)
| Model | FRP Rebar Making Machine |
| Rebar diameter | Ø4–32 mm (option to 40 mm) |
| Line speed | ≈0.5–2.5 m/min (dia/resin dependent) |
| Curing oven | 6–12 m, 3–5 zones, 120–180°C |
| Puller force | 30–60 kN caterpillar |
| Cutting | Flying cold saw, ±2 mm typical |
| Surface finish | Sand-coated, ribbed, helical wrap |
| Resins/Fibers | VE/Epoxy/UP; E-glass, basalt, carbon |
| Controls | PLC + HMI, recipe storage, alarms |
| Power | around 65–90 kW (real-world may vary) |

Applications and performance
Typical bar tensile strength: 800–1200 MPa; modulus ≈45–60 GPa; density ≈1.9–2.1 g/cm³. Bond strength targets follow ASTM/ISO methods and ACI guidance. In coastal decks and splash zones, customers report zero rust staining and calmer maintenance schedules—honestly, that’s the win.

Vendor snapshot (what to compare)
| Vendor | Location | Lead time | Docs/Certs | Notes |
|---|---|---|---|---|
| Hengshui Manufacturer (this model) | Hengshui, China | 6–12 weeks | ISO 9001; CE-marked electricals (on request) | Strong after-sales; spares inventory |
| Coastal Asia Builder | SE Asia | 10–16 weeks | Basic manuals | Lower entry price; fewer options |
| EU Integrator | Central Europe | 12–20 weeks | UL/CE panels, FAT/SAT | Premium pricing; turnkey training |

Customization options (real requests we hear)
- Diameter changeover kits (quick-former swaps).
- Resin bath upgrades: heated VE systems, closed impregnators for low VOC.
- Sand-coating calibrators for consistent bond index.
- Recipe-based PLC with QC logging and barcode length IDs.
- Energy tweaks: zoned ovens, better insulation; saves a chunk on utilities.

Mini case notes
— Gulf coast bridge deck retrofit: #5 sand-coated bars; contractor liked the straightness and cut accuracy. Delivery stayed on schedule despite rain (no rust issues).
— Desalination plant slab: designers pushed for non-magnetic, corrosion-free reinforcement; frp rebar machine output met ISO 10406-1 sampling without surprises.

Compliance, testing, and feedback
Target your QA plan to ASTM D7205 tensile, ASTM D7957 material specs, ISO 10406-1 methods, and align design with ACI 440.1R or CSA S806/S807. Customers tell me the clincher is stable bond and traceable QC batches. To be honest, a clear test matrix saves headaches.

“Line started in 9 days, first-pass bars hit spec.” — Precast manager. “Spare parts were on the shelf, no drama.” — Plant engineer. It seems that reliable haul-off and consistent oven zoning make or break uptime.

If you’re scoping a frp rebar machine, map your diameters, target specs, and local standards first. Then talk resin logistics and oven energy. The rest falls into place.
Authoritative citations
- ASTM D7957/D7957M – Standard Specification for Solid Round GFRP Bars. https://www.astm.org/d7957
- ASTM D7205/D7205M – Tensile Properties of FRP Bars. https://www.astm.org/d7205
- ISO 10406-1 – Fibre-reinforced polymer (FRP) reinforcement of concrete. https://www.iso.org/standard/67809.html
- ACI 440.1R – Guide for the Design of Concrete Reinforced with FRP Bars. https://www.concrete.org
- CSA S806 / S807 – Design and Material Specifications for FRP. https://www.csagroup.org
- ICC-ES AC454 – Acceptance Criteria for GFRP Bars for Concrete. https://icc-es.org