Double Wall Fuel Tank | UL-Listed, Leak-Monitored, In Stock
double wall fuel tank,underground fuel storage tanks,double wall fuel tanks for sale,500 gallon double wall fuel tank,100 gallon double wall fuel tank is a key solution in the manufacturing industry, specifically within Special Equipment Manufacturing Industry and Manufacturing of specialized equipment for petroleum and chemical industries. This article explores how Hebei Aoliande Chemical Equipment Co., Ltd. supports professionals with durable, high-performance products, and explains why this product is an ideal choice for businesses in these sectors.

Table of Contents
- double wall fuel tank,underground fuel storage tanks,double wall fuel tanks for sale,500 gallon double wall fuel tank,100 gallon double wall fuel tank Overview
- Benefits & Use Cases of double wall fuel tank,underground fuel storage tanks,double wall fuel tanks for sale,500 gallon double wall fuel tank,100 gallon double wall fuel tank in Manufacturing of specialized equipment for petroleum and chemical industries
- Cost, Maintenance & User Experience
- Sustainability & Market Trends in manufacturing
- Conclusion on double wall fuel tank,underground fuel storage tanks,double wall fuel tanks for sale,500 gallon double wall fuel tank,100 gallon double wall fuel tank from Hebei Aoliande Chemical Equipment Co., Ltd.
double wall fuel tank,underground fuel storage tanks,double wall fuel tanks for sale,500 gallon double wall fuel tank,100 gallon double wall fuel tank Overview
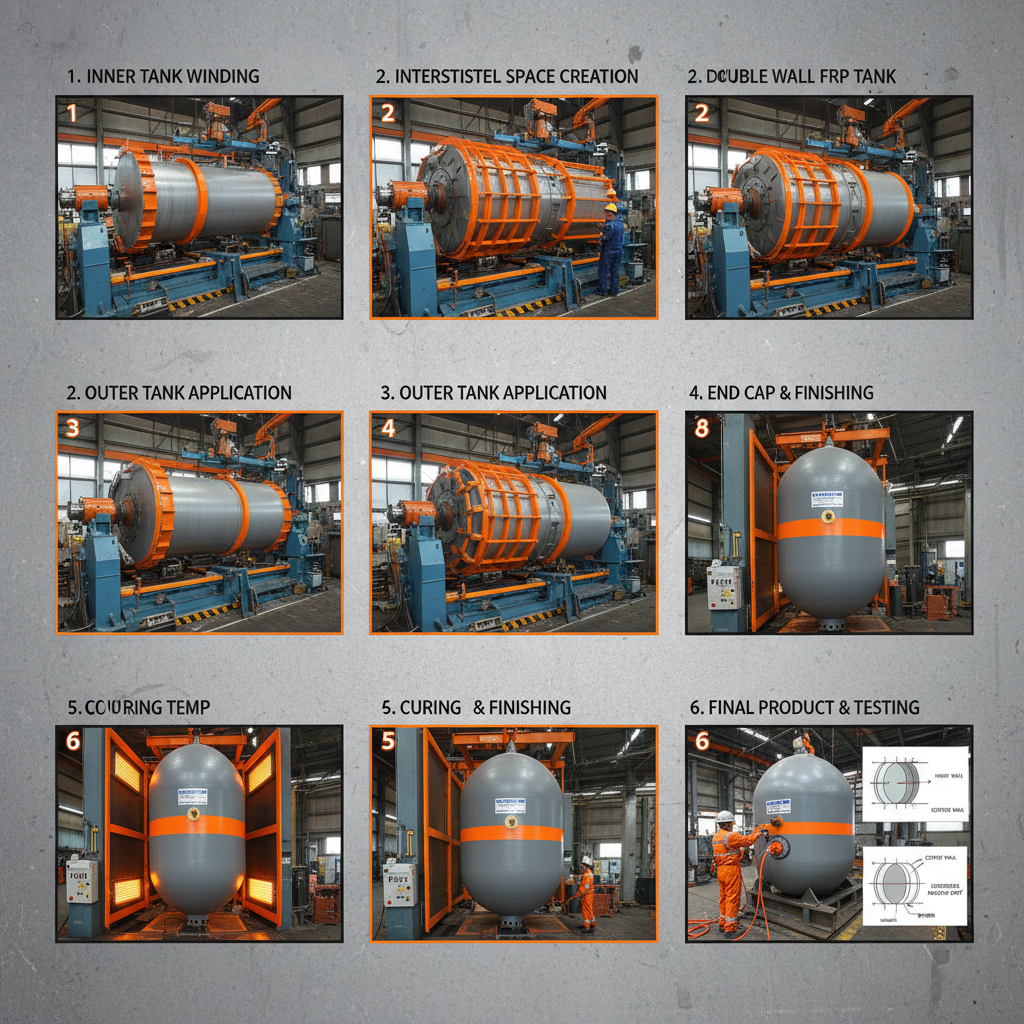
A modern double wall fuel tank is engineered with two independent containment layers—commonly an inner steel shell for structural integrity and an outer FRP (fiber-reinforced plastic) or steel layer for corrosion resistance and environmental protection. For underground fuel storage tanks, this design provides a monitored interstice that enables early leak detection and prevents soil and groundwater contamination. As a result, double-wall configurations are the preferred choice for petroleum retailers, fleet fuel depots, and industrial backup power systems.
Hebei Aoliande Chemical Equipment Co., Ltd. manufactures SF composite double-wall underground solutions tailored for demanding applications across petroleum and chemical value chains. Typical options range from compact formats—such as a 100 gallon double wall fuel tank for on-site equipment—to midsize assets like a 500 gallon double wall fuel tank for fleets, and larger multi-thousand-gallon installations for service stations. Tanks are designed to align with prevalent codes and standards applicable in target regions (e.g., UL 58/1746, EN 12285, or local GB specifications), incorporate interstitial monitoring ports, and support accessories for fill, vent, gauge, and leak detection. This robust technical foundation helps end users minimize risk, streamline inspections, and improve lifecycle reliability.
Benefits & Use Cases of double wall fuel tank,underground fuel storage tanks,double wall fuel tanks for sale,500 gallon double wall fuel tank,100 gallon double wall fuel tank in Manufacturing of specialized equipment for petroleum and chemical industries
In the Manufacturing of specialized equipment for petroleum and chemical industries, safety, uptime, and regulatory compliance are non-negotiable. Double wall fuel tanks for sale from Hebei Aoliande ensure secondary containment and continuous monitoring, ideal for service stations, refineries’ utility yards, terminal fueling points, and industrial backup generators. For OEM skid packages and compact equipment clusters, a 100 gallon double wall fuel tank provides a compliant, space-efficient reservoir. For medium-duty fleets, a 500 gallon double wall fuel tank balances capacity with ease of installation.
Key advantages include corrosion resistance (thanks to FRP or coated outer shells), interstitial leak detection for proactive maintenance, and engineered fittings that support automated gauging and overfill protection. Underground fuel storage tanks from Hebei Aoliande are designed to integrate with common forecourt systems and industrial controls, enabling faster commissioning and fewer field modifications. Drawing on experience in the Special Equipment Manufacturing Industry, the company offers engineering support, configuration guidance, and documentation for local approvals—accelerating project timelines and helping B2B decision makers standardize a safe, scalable storage platform across multiple sites.
Cost, Maintenance & User Experience
Total cost of ownership for a double wall fuel tank is driven by materials, capacity, installation conditions, and compliance requirements. While the upfront price of underground fuel storage tanks can be higher than single-wall or aboveground alternatives, the ROI emerges through reduced environmental risk, lower insurance exposure, and fewer unplanned outages. The interstitial space provides early leak alerts, allowing operators to intervene before product loss or remediation costs escalate.
Customers in fuel retail and industrial facilities report simplified audits and smoother inspections after standardizing on Hebei Aoliande’s designs. Durable coatings and FRP exteriors resist corrosion, extending service life and minimizing coating repairs. Routine tasks—such as dipstick verification, sensor checks, and vent maintenance—are streamlined by clear access ports and standardized nozzles. For small installations, a 100 gallon double wall fuel tank keeps maintenance lean and localized; for mid-range needs, a 500 gallon double wall fuel tank supports longer refuel intervals with similar upkeep. In aggregate, users see lower lifecycle spend through fewer leaks, extended service intervals, and improved compliance confidence.
Sustainability & Market Trends in manufacturing
Environmental stewardship and regulatory tightening continue to shape the underground fuel storage tanks market. Jurisdictions increasingly favor double containment, continuous monitoring, and traceable inspections—driving demand for double wall fuel tanks for sale that meet current and forthcoming requirements. ESG priorities also push operators to adopt designs that reduce fugitive emissions, safeguard groundwater, and facilitate end-of-life recycling.
Hebei Aoliande Chemical Equipment Co., Ltd. invests in materials selection, manufacturing process control, and documentation practices that align with these sustainability goals. FRP outer barriers resist corrosion without cathodic maintenance, while engineered interstitial monitoring supports preventive action. The company tracks evolving standards and partners with clients to specify compliant configurations per region. From compact solutions like the 100 gallon double wall fuel tank to mid-size and large underground systems, Hebei Aoliande’s portfolio helps enterprises future-proof assets, streamline audits, and advance corporate sustainability commitments.
Conclusion on double wall fuel tank,underground fuel storage tanks,double wall fuel tanks for sale,500 gallon double wall fuel tank,100 gallon double wall fuel tank from Hebei Aoliande Chemical Equipment Co., Ltd.
Double wall fuel tank solutions are essential for safe, compliant, and efficient fuel handling in the Special Equipment Manufacturing Industry and the wider petroleum and chemical sectors. Hebei Aoliande Chemical Equipment Co., Ltd. delivers robust underground fuel storage tanks—from a 100 gallon double wall fuel tank for compact systems to a 500 gallon double wall fuel tank and beyond—engineered for durability, monitoring, and long-term value. For specifications, drawings, and quotations on double wall fuel tanks for sale, contact our team today.
Contact us: email: bella@aldfrp.com
Visit our website: https://www.frpgrpmachine.com